

合作客户/
拜耳公司 |
同济大学 |
联合大学 |
美国保洁 |
美国强生 |
瑞士罗氏 |






相关新闻Info
-
> 2022年中国表面活性剂行业全景产业链、重点企业经营情况及发展趋势
> 高温高压润湿性及界面张力仪功能、使用范围及应用
> 表面张力的球泡运动的理论解研究
> 基于超微量天平对沉积质量的精确测量,制备纳尺度的铜薄膜
> 界面张力作用下泥质钻渣泥化黏附机理分析
> 利用具有较强的表面张力的羧酸改良氧化铅锌矿球团干粉成型粘合剂
> GA、WPI和T80复合乳液体系的脂肪消化动力学曲线、界面张力变化(二)
> 打破试剂溶液的表面张力,提升乳糖醇制备的搅拌混合效果
> LB法组装Silicalite-1型分子筛晶粒层,制备出高度b-轴取向的ZSM-5分子筛膜
> 低界面张力起泡剂的泡沫性能、用量对发泡量、半衰期的影响
推荐新闻Info
-
> 不同PQAI溶液静态/动态表面张力变化及对脉动热管性能影响(三)
> 不同PQAI溶液静态/动态表面张力变化及对脉动热管性能影响(二)
> 不同PQAI溶液静态/动态表面张力变化及对脉动热管性能影响(一)
> 界面流变仪可以测量液体表面张力吗?界面流变仪与界面张力仪区别解析
> 测量表面张力/界面张力的仪器有哪些?怎么选
> PG脱酰胺添加量对玉米醇溶蛋白气-水动态表面张力的影响
> 芬兰Kibron表面张力仪使用指南【专业版】
> 平面流动皂膜表面张力系数、厚度和流动速度实验装置及测量方法(二)
> 平面流动皂膜表面张力系数、厚度和流动速度实验装置及测量方法(一)
> 单层膜界面上亚微米颗粒表面张力阻力系数修正——颗粒在单层膜上的阻力系数
316L不锈钢粉末电子束熔化成形的熔合机制的研究(一)
来源:粉末冶金工业 浏览 594 次 发布时间:2024-12-30
摘要:本文通过球粉熔合理论和试验方法阐述了熔粉成形过程,探究电子束熔粉成形过程的粉末熔合机制。结果表明,试验结果吻合熔粉理论模型。熔合初期,离散粉末预热后小粒径的粉末颗粒几乎完全熔入大颗粒中,颗粒与颗粒之间相连形成聚合结构。熔合中期,粉末中形成大体积空隙,在熔池溶体表面张力的作用下呈现柱状结构,且相互之间连通。熔合末期,因材料扩散传质和表面张力的作用,气孔逐渐被排除,致密度接近理论密度。由于电子束接触位置的热载荷较高且向周围散热速度较快,因此成形件内部出现大量板条状马氏体晶粒。
近年来,电子束选区熔粉技术(EBSM)在快速成形领域成为重点研究课题,与激光选区熔粉技术(LSM)相比,可以显著节约制造成本,且不需要退火等热处理,主要原因在于熔粉成形的原材料,LSM技术使用粉末粒径小于EBSM技术使用的粉末,粉末制造成本就高出很多。瑞典Arcam公司的EBM机较有名气,虽然国内的电子束熔粉快速成形机集成度不高但功能方面相差不大。大多学者在电子束输入能量和成形效果方面进行了大量的试验,很少有人从量化的角度探究粉末熔合过程。因此本文在已有研究的基础上,结合特定的电子束熔粉工艺,探讨了电子束点阵输入能下的粉末熔合机制。
1试验
1.1试验设备
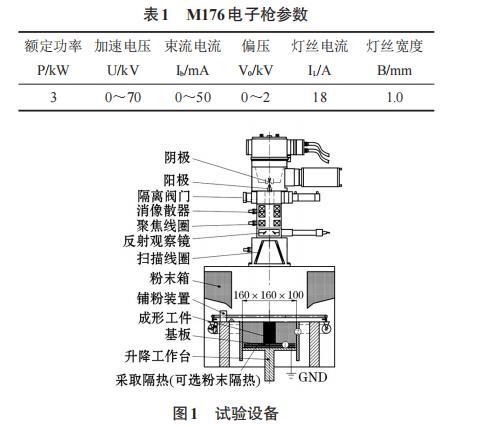
试验设备为桂林狮达公司自制的THDW-3型电子束熔粉打印机,电子枪的型号为M176,电子枪真空度为5×10-2Pa,熔粉成形室注入氦气之后的真空度为0.3 Pa。电子枪的参数如表1所示。成形设备如图1所示。
1.2试验方法
本文以不锈钢316L(022Cr17Ni12Mo2)球粉为成形原料,颗粒直径为45~106μm(如图2所示)【316L不锈钢的微观组织:相邻熔覆道之间的搭接良好。组织主要由胞状晶和呈外延生长的柱状晶组成,柱状晶的取向各不相同。由于熔池边界处粉末未熔化区域温度较低,因此一部分晶粒沿着熔池边界外延生长,同时在SLM过程中,熔池内部经历快速冷却,表面张力形成梯度,熔池内部存在“马戈紊流”,熔池内发生对流,导致熔池内部散热方向发生改变,因此,造成晶粒显示出不同的生长方向。胞状晶呈正六边形,为柱状晶的截面,柱状晶晶粒十分细小,直径分布在0.4~0.7μm。】,根据笔者已有的研究结果选择合适的工艺,诠释颗粒群的熔合线收缩和再结晶过程。由于试验粉末颗粒直径分布广,为了建立粉末计算模型,用式(1)、(2)计算了颗粒群的当量直径d和算术平均直径d。

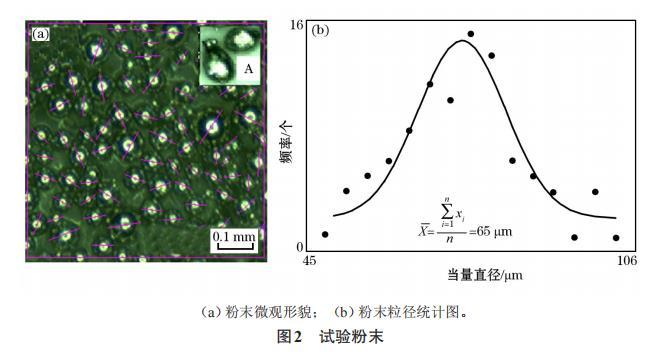
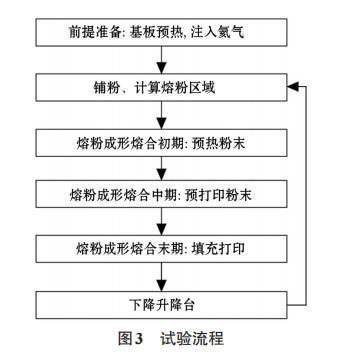
的当量直径,μm;ni为当量直径为di的颗粒的个数。计算可知,试验粉末的算术平均直径为65μm。再取100 mL的试验粉料称重,净重为0.40 kg;计算得到试验粉末体积孔隙率ε为0.49,因此粉末颗粒并非最紧密堆积状态。熔粉制备了横截面积为5 cm2,长5 cm的圆棒,每层铺粉0.10 mm,实验流程如图3所示。
2熔粉数值模型
2.1熔合初期
电子束熔粉与激光熔粉不同,因为电子束是以带电粒子的定向运动产生的动能作为能量来源的,所以必须有导电回路才能不断地轰击工件。但粉末层是孔隙材料,导电性较差,因此在电子束接触粉末的瞬间可能出现静电溃散现象。为了确定熔粉初期的工艺模式,文章选用了双球模型,计算不发生静电溃散时的临界线收缩量,结构模型如图4所示。计算公式如式(3)。
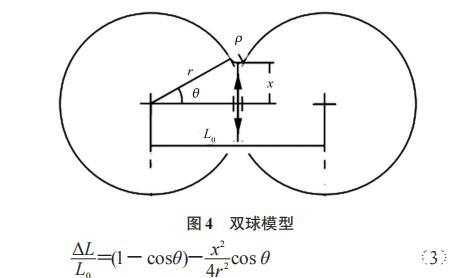
式中:L0为烧结前的球心距,m;ΔL为烧结之后的缩短值,m;r为颗粒初始当量半径,m;试验粉末当量半径为33μm。x为烧结颈半径,m;ρ为颈部曲率半径,m;θ为颈部扩展处中心连线与球心连线的夹角。试验选取的线收缩率为0.11,用此收缩率控制电子束预热输入能,再代入动力学算式(4)。

式中:γ为界面张力,N/m;δ为原子或离子等质点的直径,m;Dυ为原子自扩散系数(体积扩散系数),m2/s;k
为玻尔兹曼常数;T为温度,K;t为烧结时间,s。通过上述方程和实际散热情况,计算出打印件每层粉末预热时间。本文保证沉积层下方温度为700℃,用1 mA束流,2倍束斑直径大小的间距依次扫描该层沉积域粉末进行预热,时长3 s,扫描4次。