

合作客户/
拜耳公司 |
同济大学 |
联合大学 |
美国保洁 |
美国强生 |
瑞士罗氏 |






相关新闻Info
推荐新闻Info
-
> 助剂对乙基多杀菌素药液在杧果叶片润湿铺展行为、表面张力的影响——讨论
> 助剂对乙基多杀菌素药液在杧果叶片润湿铺展行为、表面张力的影响——结果与分析
> 助剂对乙基多杀菌素药液在杧果叶片润湿铺展行为、表面张力的影响——摘要、材料与方法
> 阳-非离子复合表面活性剂体系表面张力测定及基础性能评价(三)
> 阳-非离子复合表面活性剂体系表面张力测定及基础性能评价(二)
> 阳-非离子复合表面活性剂体系表面张力测定及基础性能评价(一)
> 不同PQAI溶液静态/动态表面张力变化及对脉动热管性能影响(三)
> 不同PQAI溶液静态/动态表面张力变化及对脉动热管性能影响(二)
> 不同PQAI溶液静态/动态表面张力变化及对脉动热管性能影响(一)
> 界面流变仪可以测量液体表面张力吗?界面流变仪与界面张力仪区别解析
激光钎涂金刚石的涂层形成与表面张力有何关系(二)
来源:焊接学报 浏览 763 次 发布时间:2024-09-05
2.试验结果与分析
2.1激光钎涂钎料粉末熔合铺展过程
图3是激光钎涂过程中的超高速摄影照片(4000幅/s),直观地表征了激光钎涂过程中钎料粉末在激光作用下熔化、铺展、凝固的过程。从图3中可看出,在激光钎涂过程中,钎料呈现4种状态,分别为粉末态、熔球态、熔池态、凝固态。在激光未扫描的位置,钎料保持原始的粉末状态,如图3a所示。被激光束扫到的位置,粉末态的钎料吸收能量,升温熔化,形成尺寸较小的液态熔球,如图3b所示。随后,粉末钎料的不断熔化形成更多液态小熔球,尺寸较小的熔球互相结合汇聚成尺寸较大的液态熔球,如图3c所示。同时可观察到未熔化的钎料粉末在液/固界面张力作用下,逐渐被吸附到尺寸较大的熔球表面,如图3d所示。随着激光逐渐向前扫描,熔球不断长大,当熔球固相表面张力与重力的合力作用大于液/固界面张力后,大尺寸熔球在基体铺展润湿,形成熔池,如图3e所示。最后,随着激光热源的移动,激光后端的熔池温度逐渐降低,液态钎料逐渐凝固,在基体表面形成涂层,如图3f所示。
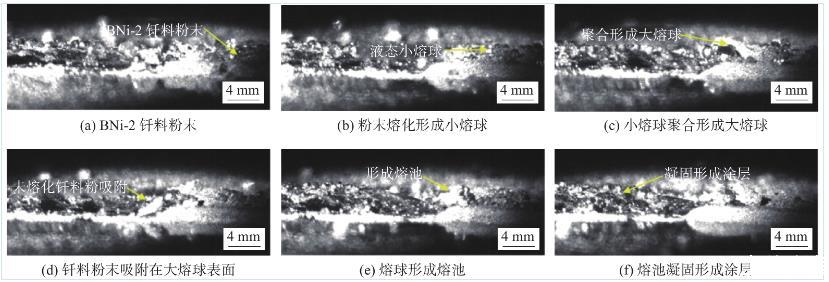
图3激光钎涂过程高速摄影图
图4是钎涂粉末的熔合铺展过程示意图,结合以上观察分析,激光钎涂过程可分为5个阶段,分别是粉末熔化、液态钎料聚合、粉末吸附熔合、润湿铺展和涂层凝固成形。首先在激光作用下,钎料粉末吸收激光能量后温度升高,达到熔点开始熔化,形成液态小熔球。随激光热源向前推移,处在激光束前端的粉末钎料吸收能量后逐渐熔化形成更多液态小熔球,之后液态小熔球汇聚形成尺寸较大的熔球。未熔化的钎料粉末在液/固界面张力的作用下,逐渐由前端被熔球吸附,被吸附未熔化的粉末钎料热输入由两部分组成,分别是液态熔球的传热和吸收的激光能量,从而加快了钎料粉末的熔化速度。随激光热源的持续输入,更多钎料粉熔化,在基体表面形成熔池,并在基体表面润湿铺展。随激光持续向前推进,激光后端失去能量输入,加上吸附未熔化粉末导致的降温,熔池逐渐凝固,形成涂层。
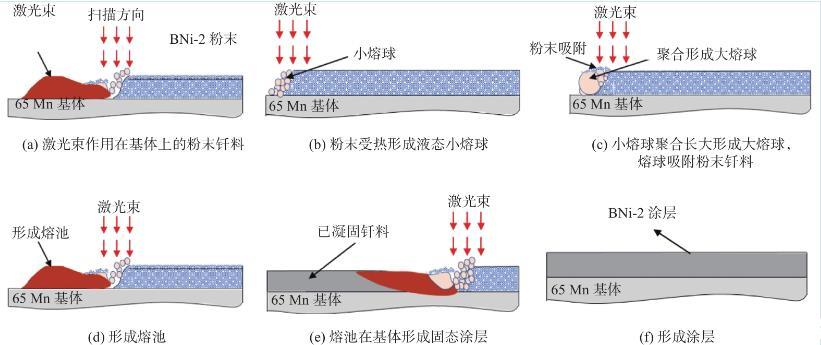
图4激光钎涂钎料粉末熔合铺展示意图
2.2激光钎涂金刚石/钎料粉末熔合铺展过程
在激光钎涂过程中,金刚石散布于钎料中,钎涂后金刚石位于钎料表层,如图5所示,可见经过激光热源作用,金刚石颗粒迁移至钎涂层表面位置,并突出于钎涂层。为了明确金刚石在激光钎涂中的运动过程,深入分析了金刚石在激光钎涂过程中的运动行为。
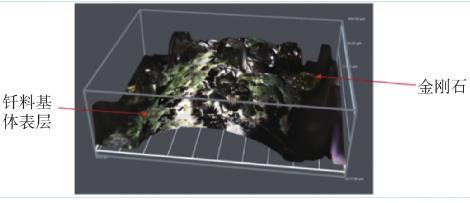
图5激光钎涂金刚石涂层宏观形貌
图6所示为金刚石在液态球上的运动轨迹。随着激光热作用,钎料首先熔化成小液滴,然后汇聚成小球,由图6可以看出,金刚石在液态小球上不稳定的运动,以致可以见到金刚石表面亮度很高的闪光,这是金刚石反射的激光。图7是激光钎涂过程中,金刚石在钎涂熔池中的运动路径。金刚石颗粒首先存在于熔池边缘底部,随着钎涂过程的进行,金刚石颗粒沿熔体球面逐渐向上部运动,然后在熔池表面向后方移动,当激光热源远离,熔池开始凝固,金刚石颗粒被固结于涂层近表面位置,保持一定的出刃高度,有利于发挥耐磨作用。金刚石运动总趋势是沿液态球表面或熔池边缘向液/气界面迁移。
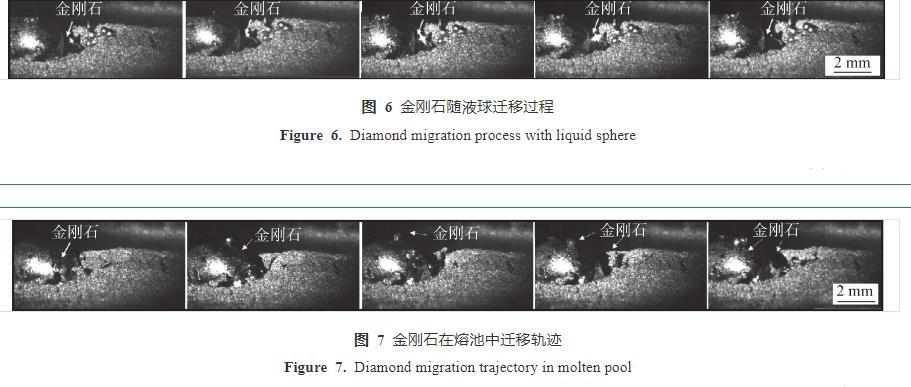
图8为金刚石置于钎料底部时,金刚石在激光钎涂过程中运动轨迹。可见,无论金刚石是直接铺置于钎料表面,还是置于钎料底部,在钎涂过程中,金刚石均会上浮到涂层表层。具体过程为在激光热源作用下,表层的钎料开始熔化成液态小球,由于金刚石的高透光性和高熔点,金刚石不会熔化。在液态小球聚集长大的过程中,金刚石沿着液球边缘运动,当液态小球汇入大熔球时,金刚石继续沿着大熔球的边缘向表面运动,最后凝固于钎料涂层表层。
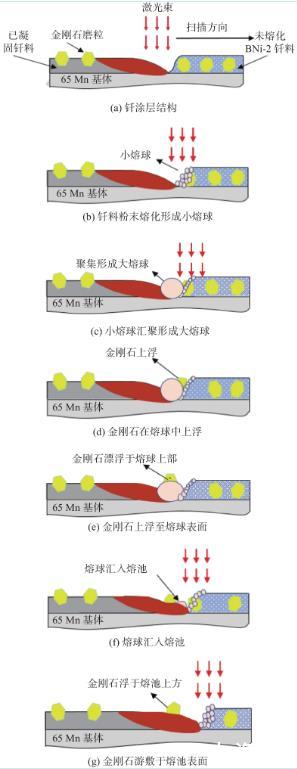
图8激光钎涂金刚石熔合铺展示意图
2.3涂层形成机理
图9为液态钎料的受力分析。
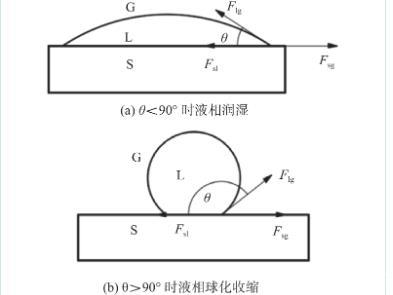
图9润湿对液滴形态的影响
结合图9,其热力学平衡方程为
润湿角θ的大小直接反映了液相对固体表面的润湿程度,θ越小,润湿性就越好。当θ为0°时,表示完全润湿,小于时为润湿状态,而大于时为不润湿状态。由于相同体积下,球形的表面积最小,表面张力驱使液体聚集到最小表面积状态,在钎料熔化后便聚合在一起收缩成球状,从而发生液态钎料聚合现象。
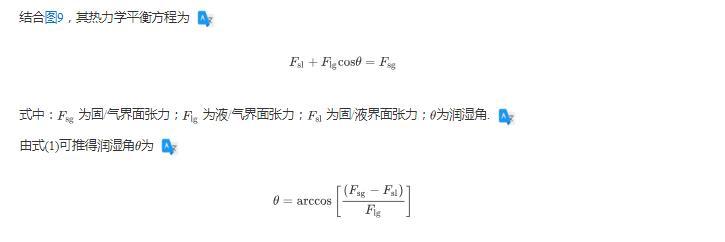
液态钎料聚合成球,相邻的钎料液球倾向于合并,如图10所示。合并的程度可以以颈部半径a来表征。半径为R的两个颗粒之间颈部生长的动力学公式为
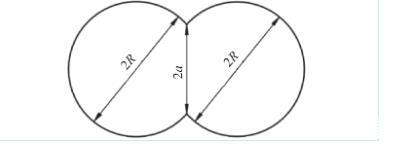
图10相邻钎料液球熔合示意图
是表征合并程度的相对颈部半径,其等于α/R;t为时间;σ为表面张力系数;η表示动态粘度。
此外,由表面张力梯度引起熔体对流驱动力

式中:
表示温度梯度引起的表面张力差;
表示浓度梯度引起的表面张力差;
为Heaviside函数(赫维赛德函数);r为两个轨道电子之间的距离;z为柱坐标系中液态钎料的纵轴坐标值。
函数和Heaviside函数表明熔体对流驱动力作为一种表面力,存在于熔池表面,计算公式分别为
研究表明,熔池中心的温度最高,远离熔池中心,温度则逐渐降低。因此,表面张力最小的位置处于熔池中心,而表面张力最大的位置处于熔池边缘,熔池中存在表面张力梯度,这是熔池流动的主要驱动力。高速摄影中发现钎料润湿铺展过程中,形成液球的钎料不断向熔池中心翻滚也正是由于熔池的对流作用。
金刚石颗粒在液态钎料中发生趋于表面的运动行为。对于激光钎涂液态钎料熔池,在任意流场中金刚石颗粒受到不同方向的作用力,如图11所示。
图11激光钎涂熔池任意流场中金刚石颗粒的受力类型
对于液态钎料熔池中存在复杂流场,金刚石颗粒上浮过程中存在重力和浮力的共同作用,计算公式为
式中:ρm为液态钎料的密度;ρp为金刚石颗粒的密度;g为金刚石颗粒所受重力加速度矢量。
液态钎料熔池的复杂流场中存在压力梯度,金刚石颗粒在上浮过程中受压力梯度力,即
式中:Vm为液态钎料的瞬时速度矢量。
金刚石颗粒相对液态钎料做加速运动,带动或推动颗粒周围液相做非恒定运动,产生附加质量力,计算公式为
式中:Cm为附加质量力系数;Vp为金刚石颗粒的瞬时速度矢量。
金刚石颗粒在运动过程中受黏性液态钎料阻力,即Stokes力(FD),计算为式中:CD为曳力系数;dp为金刚石颗粒的直径。
同时,金刚石颗粒在液态钎料中的运动包含直线变速运动,使金刚石颗粒表面受随时间变化的流体作用力,即Basset力FB,计算公式为
式中:CB为Basset系数;μeff为液态钎料的动力黏度;τ为时间步长。
液态钎料的横向速度使金刚石颗粒两边的相对速度不同,使金刚石颗粒发生旋转,并带动周围流体流动,存在Magnus力FM为
式中:CM为Magnus力系数。
同时,液态钎料复杂流场中存在速度梯度,使金刚石颗粒表面各点压力不同,产生的Saffman力FS为式中:CS为Saffman力修正系数;KS为Saffman力系数;ξ为垂直坐标方向上的液态钎料速度在此方向上的梯度。
金刚石颗粒为微米级,其在液态钎料中的布朗运动不容忽视,存在Brown力(FR),式中:kB为波尔兹曼常数;T为液态钎料的热力学温度;δ是服从标准正态分布的随机变量的矢量形式。
金刚石在激光钎涂过程中,液态钎料熔池中的流场复杂,为非静止和非均匀流场。金刚石颗粒在以上作用力的综合作用下,总倾向于沿熔体表面边缘上浮。
2.4激光对金刚石钎涂层的热作用机理
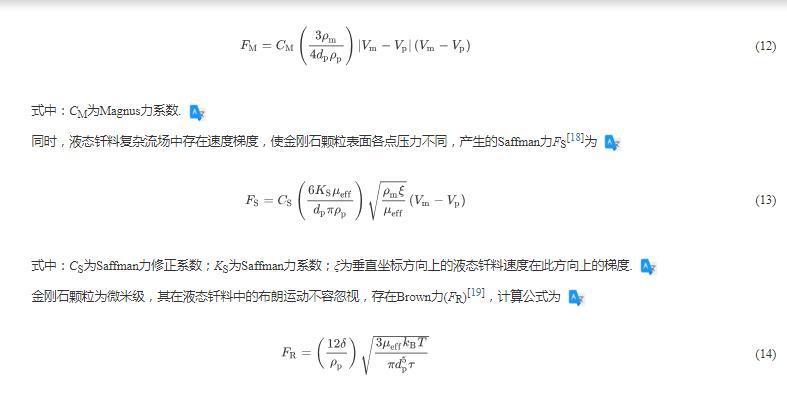
金刚石是由碳原子构成的复式晶格结构,如图12所示。金刚石这种特殊结构决定其具有独特的光学性能。金刚石透光范围宽,具备紫外~可见~远红外波段的穿透性,从紫外(0.22μm)到远红外(40——1000μm),除4μm——6μm位置上存在微小本征吸收峰(吸收系数为12.3 cm−1)之外,不存在其他吸收峰。
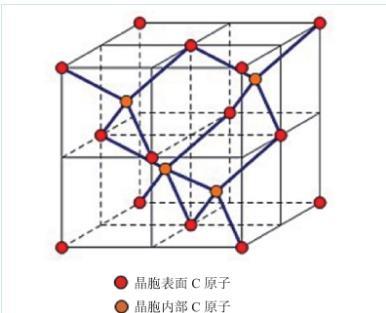
图12金刚石结构
试验所用激光波长为1.075μm,因此在激光钎涂过程中,激光会透射金刚石而直接加热钎料,钎料吸收激光能量而迅速升温、熔化,形成熔池。熔池热量向金刚石传导,润湿金刚石,并诱导与熔池接触的金刚石表面部分石墨化,与熔池中的Cr等元素发生反应,形成铬的碳化物,增强了金刚石与钎料之间的冶金结合强度。钎料直接受热升温,金刚石被钎料热传导后吸热升温。金刚石透射激光的高效低损伤热作用特性会有效避免金刚石在钎涂过程中的过热损伤,这是激光钎涂金刚石涂层的最大潜在优势之所在,金刚石透射激光的热作用如图13所示。
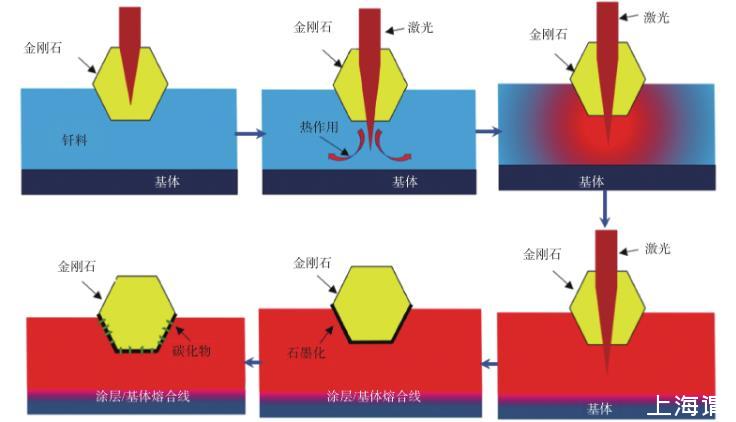
图13金刚石透射激光的热作用示意图
此外,由于金刚石介电常数小,因而光学折射率小。根据文献可知,金刚石的激光折射率为2.4168.此外,金刚石还易发生光的反射现象。图14为激光钎涂过程中,发生的金刚石对激光的反射现象(根据金刚石的形状特征判断,折射闪光的概率极小)。因此,激光经金刚石后反射或折射,可能进入钎料层起到加热钎料涂层的作用,也可能进入空气中从而造成激光能量的损耗。
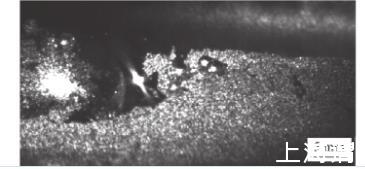
图14钎涂中金刚石对激光的折射和反射现象
3.结论
(1)钎料粉末的熔合铺展过程可分为粉末熔化、液态钎料聚合、粉末吸附熔合、润湿铺展和涂层凝固成形5个阶段,表面张力最小的位置处于熔池中心,而表面张力最大的位置处于熔池边缘,熔池中存在表面张力梯度,是熔池流动的主要驱动力。
(2)金刚石钎涂层的成形历经粉末钎料熔化、液态钎料聚合、钎料微粉吸附熔合、钎料润湿铺展、金刚石迁移至涂层表层、涂层凝固成形6个阶段,金刚石钎涂过程中,金刚石趋向于沿着熔体表面边缘上浮,这主要是由于金刚石与液态钎料之间的界面张力远大于与固态基体界面张力所致。
(3)钎涂过程中,金刚石透射激光的高效低损伤热作用会有效避免金刚石在钎涂过程中的过热损伤。