

合作客户/
拜耳公司 |
同济大学 |
联合大学 |
美国保洁 |
美国强生 |
瑞士罗氏 |






相关新闻Info
-
> 矿用尘克(C&C)系列除尘剂对大采高工作面截割煤尘的降尘效率影响(三)
> 高压CO2对表面活性剂水溶液与原油界面张力、原油乳化的影响——摘要、实验部分
> 筛板萃取塔中液滴行为的影响因素,筛板对界面张力体系液滴有何作用
> 不同质量浓度、pH、盐度对三七根提取物水溶液表面张力的影响(三)
> 超微量天平应用案例:铅试金富集称量法测定含铜物料中金和银含量
> 可视化实验方法研究电场作用下液滴撞击表面的动态行为(三)
> 不动杆菌菌株XH-2产生物表面活性剂发酵条件、性质、成分研究(一)
> 稻叶表面特性及雾滴在倾角稻叶上的沉积行为
> 基于表面张力测试研究Gemini季铵盐在氟磷灰石与石英界面的吸附行为
> 影响狭缝间氢键流体气液平衡界面张力的因素有哪些(二)
推荐新闻Info
-
> 助剂对乙基多杀菌素药液在杧果叶片润湿铺展行为、表面张力的影响——结果与分析
> 助剂对乙基多杀菌素药液在杧果叶片润湿铺展行为、表面张力的影响——摘要、材料与方法
> 阳-非离子复合表面活性剂体系表面张力测定及基础性能评价(三)
> 阳-非离子复合表面活性剂体系表面张力测定及基础性能评价(二)
> 阳-非离子复合表面活性剂体系表面张力测定及基础性能评价(一)
> 不同PQAI溶液静态/动态表面张力变化及对脉动热管性能影响(三)
> 不同PQAI溶液静态/动态表面张力变化及对脉动热管性能影响(二)
> 不同PQAI溶液静态/动态表面张力变化及对脉动热管性能影响(一)
> 界面流变仪可以测量液体表面张力吗?界面流变仪与界面张力仪区别解析
> 测量表面张力/界面张力的仪器有哪些?怎么选
BOPP薄膜制备,印刷表层的表面张力多少合适
来源:广东德冠薄膜新材料股份有限公司 广东德冠包装材料有限公司 浏览 939 次 发布时间:2024-03-11
现有石头纸蜂窝板与薄膜复合时需要涂覆一层胶水以保证功能层与石头纸蜂窝板表面的复合牢度,涂覆胶水后需要进行烘干,不仅不利于节省能源,还导致较多有毒溶剂的排放和挥发从而污染环境。
因此考虑采用自带热熔胶层的薄膜(包括无胶膜和预涂膜等),利用其热复合功能层与石头纸蜂窝板复合,以省却涂覆胶水工序。然而,一方面,由于石头纸的主要组分是弱极性的聚丙烯,与现有的热复合功能层存在较大的极性差异,并且,由于石头纸具有较高含量的碳酸钙,导致现有的热复合功能层与石头纸的复合牢度无法得到有效地保证;另一方面,由于现有的热复合功能层通常需要在高温高压条件下(复合时压力通常在100kg/cm2
以上)与纸张等基材进行热压复合,若直接将其用于与石头纸蜂窝板复合,则复合时的高压会导致石头纸蜂窝板内部的蜂窝结构变形,进而影响后续的包装应用。
现有的自带热熔胶层的薄膜通常是透明的薄膜,若将其作为与石头纸蜂窝板复合的包装材料,在复合工序中,需要先在薄膜的背面印刷文字和图案,然后打上白底,再涂上胶水,最后与蜂窝板粘合,工序繁琐复杂,不利于复合效率的提高。因此,需要提供一种可在表面印刷、无需白底和胶水即可与石头纸蜂窝板这种具有较高含量碳酸钙的共聚丙烯材料复合的白色BOPP薄膜。通常做法是在薄膜的芯层中加入一定比例经硬脂酸包覆处理的碳酸钙,但是由于现有的自带热熔胶层的薄膜芯层组分配方以及双向拉伸生产工艺的限制,导致无法加入大量的碳酸钙。
基于此,本发明的目的在于,提供一种BOPP薄膜及其制备方法和应用,所述BOPP薄膜的热复合功能层无需高压条件即可与具有较高含量碳酸钙的共聚丙烯材料或/和聚乙烯材料直接热压复合,且能够保证复合牢度,可省却涂覆胶水的工序,具有节能环保的优点;所述BOPP薄膜应用于与石头纸蜂窝板复合时,不会导致蜂窝板内部变形,也不会影响后续的包装应用;所述BOPP薄膜能在芯层具有较高含量纳米碳酸钙的前提下满足较大比率的双向拉伸工艺条件,获得无需白底和胶水即可在表面直接印刷的白色BOPP薄膜,有利于进一步降低生产成本,特别适用于与石头纸蜂窝板的复合,有利于在更大范围内替代传统的瓦楞纸板;具有绿色环保、性能优越、可直接在表面印刷的优点。
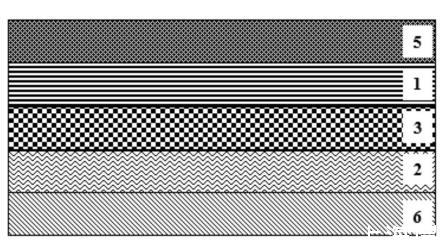
一种BOPP薄膜,包括依次设置的热复合功能层1、芯层3和可印刷表层2,具体结构可参阅图1。本实施例的BOPP薄膜各层树脂的制备方法包括以下步骤:
热复合功能层树脂制备:取95wt%茂金属乙烯-丙烯共聚物(熔融指数为8g/10min,茂金属乙烯-丙烯共聚物结晶熔融转化率为50%时的温度为90℃)和5wt%马来酸酐接枝乙烯-丁烯共聚物(熔点为65℃,接枝率为1%)均匀混合,得到热复合功能层树脂。
芯层树脂制备:取30wt%均聚聚丙烯(熔融指数为3.8g/10min)、6wt%乙烯丙烯丁烯共聚物(熔融指数为8g/10min)、60wt%纳米碳酸钙(D50为0.80µm)和4wt%聚乙二醇(粘均分子量为6000)均匀混合,得到芯层树脂。
可印刷表层树脂制备:取42wt%乙烯丙烯丁烯共聚物(熔融指数为8g/10min)和55wt%高密度聚乙烯(熔融指数为0.05g/10min)、1wt%马来酸酐接枝乙烯-丁烯共聚物(熔点为65℃,接枝率为1%)和2wt%纳米碳酸钙(D50为0.80µm),将两者混合均匀,得到可印刷表层树脂。
本实施例的BOPP薄膜的制备方法包括以下步骤:
将各层组分原料投入配料单元经计量后进入挤出机,芯层3和可印刷表层2对应的挤出温度控制在240~260℃,热复合功能层1对应的挤出温度控制在210~240℃,经流道分配器后于多层模头处汇合,形成多层结构的树脂熔体,再经25~35℃的激冷辊冷却后,形成多层结构的树脂片材;将树脂片材引入双向拉伸设备中的纵向拉伸装置,可印刷表层2的表面经130~135℃预热,芯层3和可印刷表层2的拉伸温度控制110~130℃,热复合功能层1经80~100℃预热,拉伸温度控制在60~80℃,拉伸比为4.5~4.8倍;然后引入横向拉伸装置,经过165~175℃预热后,在156~160℃下拉伸5~7.5倍,再在165~170℃下定型,经风淋冷却,再对可印刷表层2表面进行电晕处理(电晕处理的能量密度为1.8KJ/m2
),热复合功能层1不进行电晕处理,收得薄膜母卷,最后经时效处理、分切和包装,得到BOPP薄膜。
薄膜可印刷表层2的表面张力为38达因/厘米,热复合功能层1表面张力为28达因/厘米,薄膜总厚度为20µm,其中热复合功能层1厚度为1µm,芯层3厚度为18µm,可印刷表层2厚度为1µm。本制备方法,工艺过程顺畅,收解卷顺畅。
将本实施例的BOPP薄膜用于制备热复合基材,通过热复合功能层与共聚丙烯材料或/和聚乙烯材料复合,具体地,本实施例是与石头纸蜂窝板5热复合,复合后的结构请参阅图3,复合完成后,测试复合效果。复合方法包括以下步骤:首先在BOPP薄膜的可印刷表层上直接进行耐温油墨印刷,其中最后一道为耐温保护光油,形成油墨层6,然后轻度热压使薄膜与表面达到一定温度的石头纸蜂窝板直接热压复合,热复合工艺条件如下:温度为130℃,封合时间为2s,热压压力为8kg/cm2
。